ハットウィング工法

ハットウィング工法とは
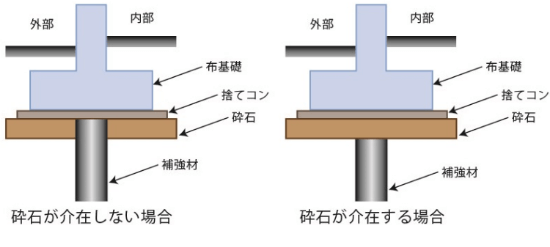
ハットウィング工法は、鋼管の先端部に特殊加工した先端翼を取り付け回転貫入し、これを地盤補強材として利用する工法です。先端翼部を凹型としていることで、凹型部にも土がつまり、地盤との接触面が有効に働き支持力を確実に確保できます。
POINT先端翼径が軸鋼管径の最大5倍!低N値でも高支持力発揮!
ハットウィング工法は軸鋼管径と先端翼径の軸径比が最大5倍まで適用可能です。
軸径比を大きくすることにより、原地盤の支持力が小さい場合(低N値)でも、必要な支持カを確保することができます。
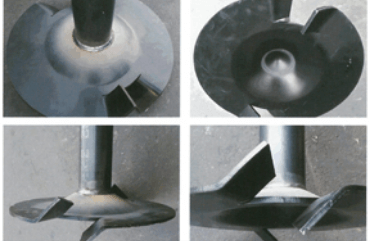
先端部の軸鋼管と先端翼の溶接はJIS溶接資格を取得した工場で製作されるため品質は万全です!
ハットウィング工法は、特許出願中です。
建築技術性能証明書【GBRC性能証明第15-17号】
性能が証明されています。
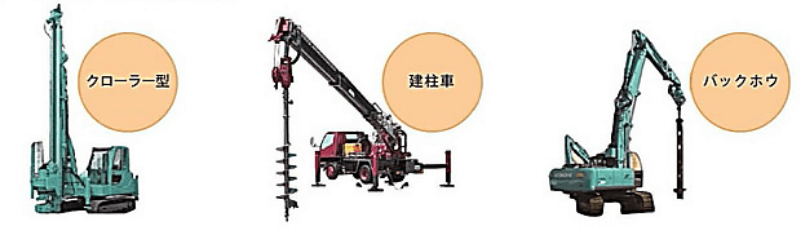
POINT施工機は確実に施工できるものなら何でもOK!
ハットウィング工法の施工機は、搬入路や敷地などの条件を考慮し、最適な機種を選定します。
安定性が高く、施工精度の良いクローラー型が標準ですが、現場の状況により、ラフター型機や建柱車タイプ、バックホウタイプも対応可能です。
POINT従来の打ち止め管理方法に加え、設計長管理が可能!
本工法における補強材の打ち止め管理は、トルク値管理や回転貫入量管理(1回転あたりの貫入量が5mm以下)という一般的な管理方法に加え、設計長(深度)管理が可能です。
施工機械を選ばず、効率良く打設することができます。
POINT軸鋼管と先端翼径の多様な組み合わせで驚異のコストパフォーマンス!
軸鋼管径はφ89.1、φ101.6、φ114.3の3種類
先端翼径はφ300、φ400、φ500、φ580の4種類で、厚さは9mm、12mm(φ300は9mmのみ)
先端翼部の材質はSS400です。12mm厚のφ400のみSM490Aのものがあります。
補強材の仕様
全自動調査機「ジオカルテⅡ」を用いて地盤調査データを自動計測、そのデータに電子認証をつけることによりスマートフォンと各サーバー間の通信を暗号化します。
また最終成果物として報告書が自動作成されます。入力から出力までを全て自動化することにより、手動による人的ミスや改竄を防止します。

POINT無論、環境・コストにやさしい!
- 回転圧入工法で施工機械もコンパクトに対応。低振動・低騒音です!
- セメント系固化材を使用しないので六価クロム溶出(環境破壊)もありません!また、施工中の粉体飛散もありません!
- 無排土工法なので施工発生残土の処分費もゼロ!現場の土も汚れません。
- 土質を選びません。腐植土地盤(中間層)にも対応できます!
- 施工時間は柱状改良の約半分です!施工費の削減ができます。小口径鋼管を用いた杭状地盤補強工法のため、施工性が良く工期も短縮できます。
POINTハットウィング工法の適用範囲
適用地盤
先端地盤:砂質地盤(礫質地盤含む)、粘性土地盤
ただし、液状化するおそれがある地盤は、先端支持力を考慮しない。なお、液状化が生ずるか否かは設計者が判断する。
適用構造物
下記の①~③を全て満たす建築物、および、小規模工作物(高さ3.5m以下の擁壁、浄化槽等)とする。
①地上3階以下 ②高さ13m以下 ③延べ面積1500㎡以下(平屋に限り3000㎡以下)
最大施工深さ
杭状地盤補強材の施工地盤面から10mとする。
ただし、表層から軟弱層が続きスウェーデン式サウンディング試験で、その試験結果が近隣の標準貫入試験の結果より、適切であることが確認できる場合には、最大施工深さは、施工地盤面よリ130D (D : 軸径)とする。
ハットウィング工法の施工手順
-
補強材の建て込み
 鋼管を建て込み、先端を杭芯にセッ卜する。
鋼管を建て込み、先端を杭芯にセッ卜する。 -
回転貫入
 鋼管に回転力と圧入力を与えて地盤中に回転貫入させる。
鋼管に回転力と圧入力を与えて地盤中に回転貫入させる。 -
継手作業
 下鋼管を適切な位置で止め、上杭を接続する。
下鋼管を適切な位置で止め、上杭を接続する。
(溶接もしくは機械式継手) -
打ち止め
 所定の深度まで回転貫入させ、打ち止める。
所定の深度まで回転貫入させ、打ち止める。
(設計長or回転トルク値or貫入量管理) -
施工完了
 芯ズレが許容値内であることを確認して施工完了。
芯ズレが許容値内であることを確認して施工完了。
ハットウィング工法の許容支持力
地盤で決まる許容鉛直支持力LRaの算定
地盤で決まる長期許容支持力は次式によって算定する。短期は長期の2倍とする。なお、原地盤の支持力は無視する。

極限支持力Ruはスウェーデン式サウンディング試験の結果から、次式で算定する。
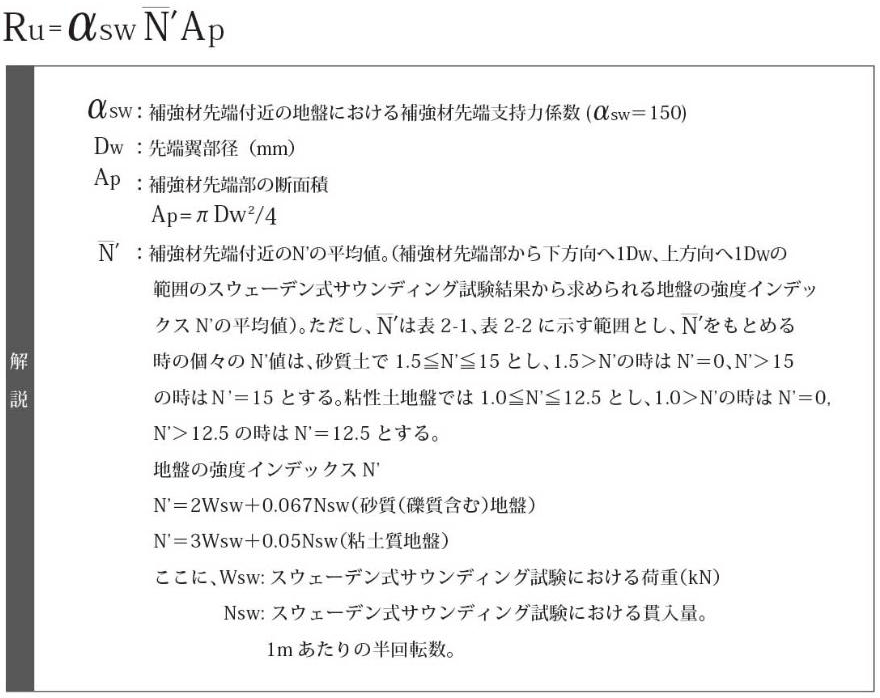
補強材の頭部位置
補強材の頭部位置は、地震時の水平力を補強材に負担させないように、基礎とは一体化しないことを原則とする。